
OSBL Detailed Design
Performed instrumentation and automation detailed design for OSBL facilities of an animal feed manufacturing plant, covering utilities and support systems outside the core process area. Deliverables included:
Control narratives / functional descriptions for OSBL systems
Instrumentation index, datasheets, and specification sheets
PLC/SCADA integration requirements and I/O mapping
Loop diagrams, termination drawings, and cable schedules
Control panel design inputs, installation details, and commissioning readiness documents
Network and communication interface definition for OSBL equipment and instrumentation

HMI RECOVERY
Challenge: The existing HMI suffered a display hardware failure, and the obsolete unit had to be replaced with newer hardware. However, the backup HMI application (running as a Windows 7 executable) could not run properly on the new system due to operating system compatibility differences, risking extended downtime.
Action: Assessed the executable’s dependency on legacy file paths and rebuilt the required directory structure on the replacement hardware. Mapped the new system’s folders to mirror the original Windows 7 file paths so the application could locate all required resources and configurations.
Result: Successfully restored and re-commissioned the custom HMI on the new hardware without requiring a full software rebuild, enabling continued operations and minimizing unplanned downtime.
Plantwide Program Backup and Documentation
-
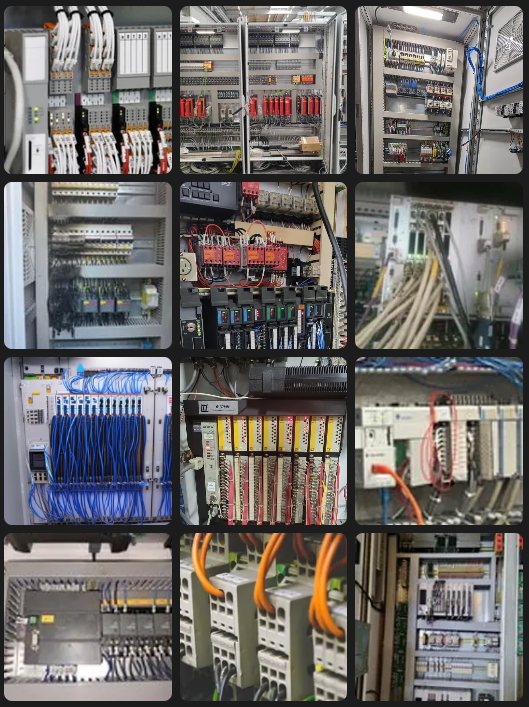
Legacy automation hardware significantly increases the risk of unexpected downtime, especially in the absence of reliable backup files. With over 60 years of machine acquisitions from various OEMs, the client operates 376 systems in Plant 1 and 121 systems in Plant 2, composed of PLC and HMI platforms from multiple vendors—including Beckhoff, Siemens, Allen-Bradley, B&R, Mitsubishi, Panasonic, LG, Yaskawa, Omron, and Pro-face.
A critical concern is that many of these systems lack updated or complete backup programs, making recovery extremely difficult in the event of failure. Combined with system diversity, aging components, and limited documentation, this exposes operations to prolonged downtime, complicated troubleshooting, and increased risk of irreversible data loss. In worst-case scenarios, the absence of backups can lead to extended production stoppages and significant operational disruption.
-
Immediate Stabilization Actions
Backup & Documentation
Extract and archive all PLC programs, HMI projects, SCADA configurations.
Create standard directory structure
Ensure version control and restricted access.
Temporary Spares
Identify currently functioning systems with common modules that can be interchanged as emergency spares.
Purchase refurbished/used critical cards for short-term continuity.
-
Phase 1: Audit & Backup – 3–6 months – No production impact
Phase 2: Obsolescence Pilot – 6–9 months – Weekend shutdowns
Phase 3: Network Upgrade – Parallel – Minimal disruption
Phase 4: Line-by-Line Migration – 2–3 years – Controlled downtime
Phase 5: SCADA Unification – 3–5 years – Parallel implementation
-
Backup & Documentation
Extract and archive all PLC programs, HMI projects, SCADA configurations.
Create standard directory structure
Ensure version control and restricted access.
Knowledge Transfer
Disaster recovery plan for each machine to avoid prolonged downtime during hardware failures
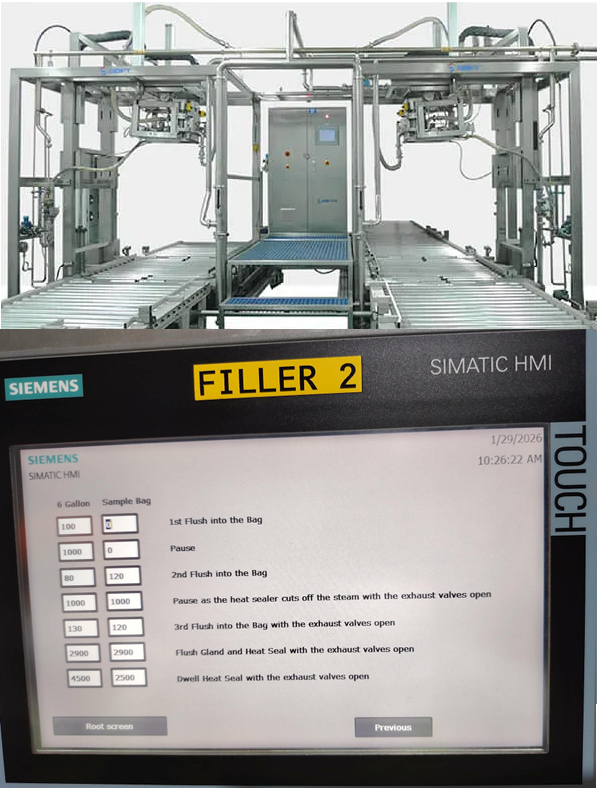
ASEPTIC FILLER
Challenge:
The aseptic filling machine exhibited intermittent seal deformation and leakage, resulting in compromised package integrity and an increased risk of microbial contamination during transportation. Replacement of critical components—including the heating element, sealing head, and temperature sensor—did not resolve the sealing defects. Additionally, the Siemens Comfort HMI had no available development backup, and access rights to critical process parameters were locked, preventing operational adjustments and troubleshooting.
Action:
Conducted a comprehensive analysis of the complete filling and sealing sequence, validating all step logic, interlocks, and process parameters directly through the PLC due to restricted HMI access. Retrieved and verified sealing parameters via PLC monitoring and diagnostics. After confirming parameter inconsistencies and access limitations, fully redeveloped and reprogrammed the Siemens Comfort HMI from scratch to restore proper parameter visibility and control. Configured secure but accessible operator-level permissions to allow controlled adjustment of sealing pressure, temperature feedback loop settings, and dwell time in accordance with the bag manufacturer’s sealing specifications. Subsequently calibrated and fine-tuned all sealing-related parameters to ensure process stability and repeatability.
Result:
Achieved consistent, uniform, and fully cured seals, eliminating occurrences of warped and undersealed packages. Restored full operational control of critical process parameters through the newly developed HMI interface. Reduced material waste and product losses due to seal rejection, and improved overall equipment reliability by minimizing unplanned downtime associated with sealing failures.
MES Integration & Data Acquisition
Challenge:
The plant required a reliable and structured method to collect real-time production data from multiple PLC systems and integrate it into a centralized MES platform. Existing systems lacked standardized data mapping, verified communication points, and readiness for seamless integration.
Action:
Performed comprehensive PLC program backups and validated all critical data points across key production systems (Preparation, Canning, Cooker & Cooling, and Palletizer). Confirmed active addresses, data formats, and memory locations, prepared MES-ready data tables, and executed full MES interfacing and integration. Conducted end-to-end data acquisition testing and validation to ensure system reliability.
Result:
Successfully implemented full MES integration across all targeted PLC systems, enabling accurate and reliable real-time data acquisition from multiple production lines. The solution now supports enhanced production visibility, monitoring, and data-driven decision-making aligned with Industry 4.0 initiatives.
Cigarette Maker
Challenge:
Following the replacement of the Festo valve cluster on the PROTOS cigarette maker machine by plant personnel, the system encountered persistent and intermittent faults that disrupted normal operation. The lack of proper documentation and uncertainty in the wiring and signal assignments made troubleshooting more complex. In addition, inconsistencies between the valve cluster configuration and the existing PLC logic created further challenges in identifying the root cause.
Action:
Performed an in-depth diagnostic assessment of the system, including verification of wiring integrity, signal continuity, and communication between the valve cluster and control system. Carried out detailed I/O mapping to reconcile discrepancies between the physical installation and the PLC program. Systematically tested each valve output and corresponding response, making necessary adjustments to ensure proper alignment. Coordinated closely with plant personnel to validate findings and ensure accuracy throughout the process.
Result:
Successfully eliminated system faults by correcting the valve cluster mapping and ensuring full compatibility with the control logic. The PROTOS machine was restored to stable and reliable operation. The resolution not only minimized downtime but also improved system understanding, reducing the risk of similar issues in future maintenance activities.

Cooling Tower Remote Control System Integration
Challenge:
The cooling tower system did not have remote control capability, limiting operators to local/manual operation. This restricted centralized monitoring and reduced overall operational flexibility.
Action:
Performed a comprehensive system assessment to design and implement remote control functionality. Integrated the necessary control signals with the RTU system and enhanced the PLC program to support reliable remote start/stop operations. Conducted thorough testing and validation, and completed full system backups to ensure maintainability and future support.
Result:
Successfully implemented remote control functionality, enabling operators to manage the cooling tower system remotely with reliable response. The upgrade improves operational efficiency, supports centralized control, and enhances system flexibility for modern automation requirements.

FMC Filler Troubleshooting & Process Optimization
Challenge:
The FMC Filler system experienced multiple operational issues affecting aseptic bag production, including sterilization interruptions, unstable temperature control, sequence abnormalities, mechanical misalignment, and limited fault visibility. These issues resulted in production disruptions, extended troubleshooting efforts, and reduced overall equipment reliability.
Action:
Conducted a comprehensive assessment of the PLC-controlled sterilization and filling processes, including system testing, sequence analysis, and production monitoring. Implemented corrective actions to improve pneumatic motion control, resolved temperature control issues through equipment validation and replacement of faulty components, and optimized PLC sequence logic to address process interruptions and improve operator interaction. Enhanced alarm handling and fault management by enabling critical fault indications and introducing controlled machine responses that preserve operational safety while improving troubleshooting efficiency. All modifications were thoroughly validated through sterilization and production testing.
Result:
Successfully improved the reliability, stability, and fault visibility of the FMC Filler system. Sterilization processes now operate with stable temperature control, filling sequences perform more consistently, and operators receive clear fault indications for faster issue resolution. The implemented enhancements reduced unplanned interruptions, improved machine recovery behavior, and strengthened overall production performance for aseptic bag operations.



MARK10N, PA10N, and MATCH Control System Upgrade
Challenge:
The existing control systems of the MARK10N Rod Former, PA10N Filter Attachment, and MATCH Tray Loader/Unloader were originally installed in 1984 and have reached obsolescence. The aging hardware presents increasing reliability risks, limited diagnostic capabilities, difficulty in sourcing replacement parts, and challenges in maintaining synchronized operation across interconnected machine sections. Additionally, the legacy control architecture lacks modern communication capabilities and restricts future integration with plant-wide digitalization initiatives.
Action:
Conducted a comprehensive pre-engineering site survey and technical assessment of the existing machines, control panels, field devices, and I/O systems. Verified machine conditions, identified reusable electrical components, validated I/O requirements, and established the final agreed project scope. Designed a modern Beckhoff-based control architecture utilizing TwinCAT 3, EtherCAT distributed I/O, industrial HMIs, and industrial networking infrastructure. The project includes replacement of obsolete PLC and HMI systems, migration of machine control logic, integration of existing sensors, actuators, and encoders, implementation of enhanced diagnostics and alarm management, and development of updated electrical documentation. Existing panel enclosures, wiring, terminal blocks, and power distribution components will be reused where technically feasible to optimize project cost and minimize installation impact.
Result:
The upgraded system will provide a reliable, maintainable, and future-ready automation platform capable of supporting long-term production requirements. The new Beckhoff control system will improve machine diagnostics, simplify maintenance activities, enhance operational visibility, and provide a scalable foundation for future integration through OPC UA and industrial networking technologies. The modernization will significantly reduce obsolescence risks while preserving existing machine functionality and production performance.








Obsolescence
Control System Upgrade
Challenge:
The existing control systems of the 8 oz. Welder, Shinwa 6 Filler, Gel Blending System, Shinwa 8 Filling Machine, Bossar Binning Machine, Line Jar Cooker, Rapak Filling Machine, Shinwa 6 Sealer, Sugar Room, and FMC Pasteurizer have reached various stages of hardware obsolescence, resulting in increasing maintenance challenges, reduced system reliability, limited diagnostic capabilities, and difficulty in sourcing replacement components. The legacy PLCs, HMIs, communication modules, and associated control hardware also limit operational flexibility, process visibility, and future integration with modern automation systems. Continued operation of these aging platforms presents an increasing risk of unplanned downtime, extended maintenance activities, and reduced production availability.
Action:
Conducted a comprehensive engineering assessment of each machine's existing control system, including evaluation of PLC hardware, HMIs, field instrumentation, electrical panels, I/O allocation, communication networks, and machine control sequences. Designed a standardized Siemens-based automation platform utilizing SIMATIC S7-1200 PLCs, distributed I/O modules, industrial HMIs, communication modules, and associated automation hardware. The project includes replacement of obsolete control hardware, migration and optimization of existing PLC software, HMI application development, integration of existing sensors, actuators, drives, weighing systems, and field devices, implementation of enhanced diagnostics and alarm management, and preparation of updated electrical documentation. Existing panel enclosures, field wiring, terminal blocks, and reusable electrical components will be retained wherever technically feasible to minimize implementation cost, shorten installation time, and reduce production impact while maintaining compliance with current engineering standards.
Result:
The upgraded control systems will provide a standardized, reliable, and maintainable automation platform across all project machines. The modernization will significantly improve equipment reliability, troubleshooting efficiency, spare parts availability, operator usability, and long-term maintainability while reducing the risks associated with obsolete hardware. The new Siemens-based control architecture will provide enhanced diagnostics, improved process control, and a scalable foundation for future expansion, centralized monitoring, data acquisition, MES integration, and Industry 4.0 initiatives, while preserving existing machine functionality and production performance.
GINACA
Manufacturing Execution System
Challenge
The Ginaca Fruit Counter is a critical production system responsible for measuring the throughput of pineapples entering the primary processing line. As the first major process following fruit feeding, it establishes the production count used throughout downstream operations. The existing system provides limited real-time visibility into production throughput, equipment performance, reject rates, and process efficiency. Production data and operational calculations are largely dependent on distributed control systems and manual reporting, making it difficult to obtain accurate production counts, calculate equipment performance, monitor process losses, and generate timely production reports for operational decision-making.
Proposed Solution
Develop and implement a centralized Manufacturing Execution System (MES) and SCADA solution dedicated to the Ginaca production line. The system will interface directly with the existing PLCs and field instrumentation to acquire real-time production data, machine status, alarms, and process variables.
The solution will perform automated production calculations including fruit throughput, production counts, machine utilization, operating efficiency, reject quantities, downtime analysis, production rates, and other key performance indicators required for operational reporting. A centralized SCADA platform will provide real-time process visualization, alarm management, historical trending, event logging, production dashboards, and operator displays. The MES application will automatically collect, validate, calculate, and archive production information, eliminating manual data consolidation while providing standardized production reports and historical records.
The system architecture will be designed to support future expansion, integration with additional production lines, enterprise databases, and higher-level manufacturing information systems through standard industrial communication protocols.
Expected Results
The completed MES and SCADA solution will provide a centralized, reliable, and scalable production monitoring platform for the Ginaca process. Automated production counting and calculation will significantly improve reporting accuracy, reduce manual data handling, and provide immediate visibility into production throughput, machine utilization, process efficiency, and operational losses.
Real-time dashboards, historical data analysis, alarm management, and automated reporting will enable faster operational decision-making, improved production planning, and more effective performance analysis. The solution will establish a digital foundation for future plant-wide manufacturing intelligence and continuous process optimization while preserving the existing control system and production process.